An overview
The process of infusing molten material into the molds for making different parts of objects is called injection molding. As the name shows, the molten material infused into the patterns takes the shape of the mold. A lot of materials are used in the injection molding processes like metals, glass and plastic.
The molds are made up of metal like steel or aluminum. Designers of industry or engineers carefully design the mold shapes to form the desired parts of different machines, cars and other vehicles, home appliances, screws, plastic products used everywhere in our offices, homes, hospitals, bits and pieces of mechanical parts, bottles caps, hair combs, buttons and almost everything we use in our daily life. Injection molding not only provides small molds but it is also used in making huge cavities like car panels for entire body.
The injection molding machine has two main parts, the injection unit and the mold clamping unit.The injection unit has a barrel with one side being fed from the hopper containing the plastic capsules. The barrel has a screw inside it to mixes the plastic and pushes forward the molten material into the mold. The clamping unit holds the parts of the mold, keeps them aligned against the force of the molting material and opens and closes the parts at right time. The clamping unit can hold several molds. In the mold design, there are some vital parts that together make the injection process possible. Among those parts one is the runner, the channel through which the molten plastic runs to the specialized mold plates to make the desired shape, the reason this part is called runner. The gate restricts the flow of plastic into the mold tool cavity (the molded shapes to form the desired part).
There are two types of runners; hot runners and cold runners. In cold runners the channel through which the molten plastic enters the cavity is unheated. The hot runners are opposite to the cold ones. In hot runners, after the plastic leaves the gate, it enters the mold cavity through the parts which are physically heated. Generally, the cold runner is simply a channel between the two halves of the mold which carries the plastic to the cavity while the hot runner is the system of heated components which carry the molten plastic to the cavity.
There are many manufacturers in the arena of hot runner systems manufacturing and supplying all over the world. Some are given below.
The Mold-Masters brand supplies hot runner technology and systems. It is a member of the Milacron family of brands and was established in 1963.
It designs, manufactures and supports a full range of hot runner products like hot runner systems, temperature controllers, hot halves, and gating technologies to produce good quality plastic parts.
Husky supplies injection molding equipment for complex appliances like medical, engineering and heat sensitive products. It provides hot runner systems for the products which require nominal gate marks like pipettes and syringe drums and many other products of the plastic industry like drinks bottles and caps, food containers and electronic parts.
Another name in the plastic injection molding industry is Synventive. It manufactures hot runner systems like sequential valve gating, co-injection and stack molds for its customers.
INCOE designs and assembles hot runner systems for injection molding of plastic materials. It is the principal brand that designed the first existing commercial hot runner nozzle which paved the way for the development of molding process all over the world. INCOE has a wide network of services in more than 45 countries.
YUDO is a research and development industry which manufactures and supplies and provides sales services of hot runner system in injection molding. It produces heater, thermocouple and valve nozzles for engineering plastics. It was established in 2002 and has expanded its project in over 60 countries.
The components of the hot runner system are generally heated eclectically. The channel size of the hot runner is set by keeping in view the type of the plastic, injection speed and mold shape. The hot runner system consists of many parts as given below.
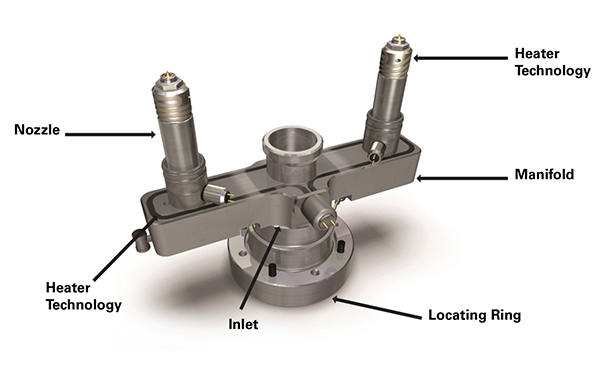
It guarantees the alignment of the mold with the injecting machine.
The molten plastic enters the mold from the machine nozzle through the inlet. In order to optimize the molding process, the inlet can be heated depending upon the design of hot runner and the type of plastic.
When more than one mold is to be injected from multiple gates, manifold is used. It enables the molten plastic to flow into several injecting points or gates. Manifolds are available in different shapes, designs and materials to serve the desired purpose. They are manufactured by any one of the two main techniques; the gun-drilled technique favored for simpler economical systems and 2 pieces brazed technique preferred when the performance criteria are tight like in multi-material or multi-color parts.
The component through which the molten plastic is supplied to the mold is the nozzle. Depending upon the characteristics of the material and the number of molds to be injected, i.e. with or without manifold, the nozzles are installed on the mold plate.
The key component of the hot runner system is the heater technology that furnishes the system with the heat to perform its very task. Heater technology affects the quality of the product. Careful selection of the heater technology among several available technologies depends upon the cost, performance and consistency of the part.
Hot runner systems are available in two outlines: internally warmed and externally warmed. The first is portrayed by internally heated, annulus stream sections, with the warmth being outfitted by a probe and torpedo situated in the channels. This framework exploits the shielding impact of the plastic soften to reduce heat loss to the mold. The second comprises of a cartridge-warmed manifold with inside stream sections. The manifold is planned with different insulating characteristics to isolate it from the mold, hence reducing heat loss.
Over 50 years ago, the hot runner system has revolutionized the molding process in many ways. Today, hot runners system is proficient enough to produce complex parts with the desired size used in every industry.
For more modern and expensive materials, the cold runners cost more. In many applications like medical and food, cold runners cannot be reused. So putting away them is inflated and dusty. In rapid, high-cavitation molding, the piece and regrind would be colossal issues. When utilizing hot runners, these regrind issues and their related expense is convenient.
Hot runners system is for the most part simpler to begin in light of the fact that there is no need for them to be evacuated after each under-filled shot. When the operating temperature is reached, the hot runner is ready to use.
Hot runners give enhanced pressing conditions. It keeps up an adjusted melt stream at a consistent temperature from the machine nozzle to completely fill and pack the mold cavities.
With the increasing demand the industries are automizing their molding process. The use of hot runner systems allows flexible mechanizing with no fear of getting scrambled in automatic machinery like robots, conveyor belts because of their dimensional consistency.
A major advantage of the hot runner system is the capacity to find the gate on the part. This system allows the gate to be set at the ideal area for the perfect filling of the cavity. This in turn allows optimization of cavity direction and cooling.
In hot runner systems the feed to direct molten plastic in the channels is separate from the mold plates. This system ensures the flow of melt to each cavity with the same temperature and pressure profiles and diameter whether there are 2 or 90. This outlined in temperature and pressure control is especially positive for the melts that have narrow processing edges.
Whether the hot runner is internally heated or externally heated, it provides better temperature control with improved distribution of heat.
Like every entity in the world, hot runners also have some disadvantages as well. It is comparatively difficult to change the colors in hot runner system.
Hot runner system is more complex because the melt is required to keep at a certain temperature while the injection mold cavity is required cooling at the same time. Being complex, in turn, means higher maintenance costs.
Hot runner system may not be suitable for materials that are sensitive to heat. Moreover thermal expansion of various mold components should be considered.
Of course for the best result in quality production, the professionals have to analyze the type of runner for the best injection molding system.
The product being formed is affected by the two main technologies of hot runners. The temperature and flow of the hot runner system are closely related. Any change in temperature varies the flow of the melt and flow change can result temperature disturbance hence making the molding process difficult.
The temperature controller not only heats the hot runner system and the plastic in the barrel but also maintains the temperature of the components to the desired value. The temperature has a substantial effect on flow than pressure because the increased temperature can force the gate tip further to the gate orifice caused by the thermal expansion. Hence the flow is disturbed because of the change in the effective radius of the gate.
Flow channels are closely related to the pressure of the molten plastic flow. Variations in pressure through the regions of a manifold cause dead spots in the product. These spots do not wash out well when purged and result in color change problems.
Hot runner system saves injection cost in many ways. As the material is always in molten form, the pressure reduces in the flow. This allows simplicity in vast production because the realization of the low pressure is easy for injection in multi gate and multi-cavity molds.
In the hot runner system, as the gate is hot, it results in good pressure transmission which keeps the product away from imperfect falling, cavity shrinking and product distortion due to lack of feeding.
As there is no recycling in hot runner systems, it reduces the cost of selecting and picking up, wrecking and dyeing. The quality of the product is also improved.
Injection cost is reduced also because of the faster cycle time of the hot runners.
When the product size gets bigger and needs various injections, hot runner molds are not appropriate as much as necessary. Three plate mold serves the purpose here. It has more central points to hit upon the gate. The gate is located at the base rather than the side of the part allowing a more smooth supply of the melt in the part.
As the three-plate mold system has three plates with two notches. It separates the runner form the part and the melt drops into the molds giving automatic working.
But along with the advantages of three plate systems, there are some shortcomings of this system. The complex apparatus of three plate systems makes it less stable. It has higher scrap rate, longer run distance and delayed cycle time than hot runner systems.
Hot runner nozzles are the basic interface between the cavity and the molten conveyance system. Gate quality, working window and how many times the color is changed are straightforwardly affected by the capacity of the nozzle.
Numerous plastics require exceptionally accurate processing temperatures. Asymmetric temperature variations in a nozzle badly affect the plastic melt. If the temperature is too warm, the material might be harmed. And if the temperature falls too forcefully, the plastic solidifies and never again streams ideally into the mold cavity. For that reason, heat transfer in the hot nozzle is fundamental.
Traditional hot nozzles need a number of heater bands along their length to maintain uniform temperatures. To keep the molten plastic at the correct temperature, the nozzle is warmed from outside with the help of heating coils. In this way, there is no further warming hardware required at the nozzle tip. The warmed nozzle itself must exchange the warmth to the plastic. Thus, the thermal conductivity of the material is vital. In ordinary metals, for example, steel, this isn’t adequate. But the copper has high thermal conductivity; it can’t withstand the rough plastic.
Following are some gateways for hot nozzles.
The valve gate Hot Runner System is used for plastic parts that require perfect finishing on the injection point and when there’s a need to sequence the injection, fundamental for technical parts.
Valve gate hot nozzles are used where the plastic parts require ideal finishing on the injection point because it results in a clean and accurate injection. In the automobile and electronic industry, where it is essential for to technical parts to arrange during the injection phase, valve gate hot nozzle serves the best. Valve gates also have minimal vestige.
It has an even temperature profile all along nozzle length. The base has high mechanical strength. The geometry is such it keeps away from standing still and performs very well in color exchange. It has a better flow of injection and less shearing of the material.
Small and micro molded plastic parts require manifold gates like medical parts with special shapes. Multi-tip nozzles are a compact solution for such parts which also require injection in constrained areas. There are clusters of 2-6 gates tips per nozzle body with a minimum distance of 2-3 mm.
Advantages
It has compact design and is cost-effective. Directly injects in the cylindrical cavity with uniform wall thickness. The nozzle tip is insulated from the matrix.
Open gate hot nozzle system stays open constantly. With the valve gate systems, the systems can be cut off with a needle after every injection procedure.
Open systems are the standard way out for different applications. Hot runner nozzles with horizontal injection and smaller than normal hot runner frameworks are just offered as open gate systems.
As the use for the extra control of the needle drive is removed with open gate systems, they are for the most part more cost-efficient than the closed one.
This nozzle just has a slight nozzle vestige and extremely reasonable for no stream mark required parts like for transparent parts.
There is no bushing mark on the surface of the parts.
Open gate hot nozzle is particularly suitable for engineering plastics and fiber glass material molding.
Hot tip gates also called thermal gates, have a more tightly processing window and are more sensitive to work. It depends upon the thermal cycling of the molten plastic in the gate area for good quality operation.
After the cavity fills, the melt in the gate area cools and hardens. Gate cooling plays a key role in how quickly solidification takes place. During the subsequent cycle, injection pressure forces the solidified gate material into the cavity, opening the gate. The small slug from the gate melts from shear heating as it enters the cavity.
After cavity fills, the molten plastic in the gate zone cools and hardens. Gate cooling takes a key part in how rapidly hardening happens. After that the injection pressure forces the hardened material into the cavity, opening the gate. The little slug from the gate softens from shear heating as it enters the hole.
It requires an operator to balance the temperature of the nozzle with the help of temperature control devices, keeping in view the mold environment.
Hot tip gate molding is thought to be a more economic investment compared to valve gating.
The right choice for internal and external injection of the molding parts.