The injection molding process is mainly used in the manufacture of quality plastic products. It is a process that is embraced by lots of companies and manufacturers. Given the benefits of injection molding, more people are getting on to using this process for their products. The injection molding process features the use of different plastic resins to create different products. These plastic resins are divided into two polymer groups which include thermoplastics and thermoset polymers.
With the different plastic resins, you find that this manufacturing process offers more versatility in production. Here, working with a quality injection molding manufacturer will prove to be very useful. After the injection molding process is done, the next process is to have your products ready for market. One of the most important aspects is working on the surface finish. There are different aspects to be considered when it comes to the surface finish of your products. They include:
Table of Contents
SPI Mold Finish Standards
Source: https://line.17qq.com
In the manufacture of plastic products, when choosing your surface finishes, the first thing to be considered is the standards associated. The surfaces of most plastic products have to abide by the industry standards that have been set. These standards are used to determine the cosmetic quality of the plastic products in the market. The standards were set by the society of the plastics industry or SPI and continue to be observed. This is done to ensure that the plastic products in the market meet the consumer’s expectations in the aesthetic aspects. The SPI standards have a clear guideline on 12 grades of mold finish that is featured in different categories. They include:
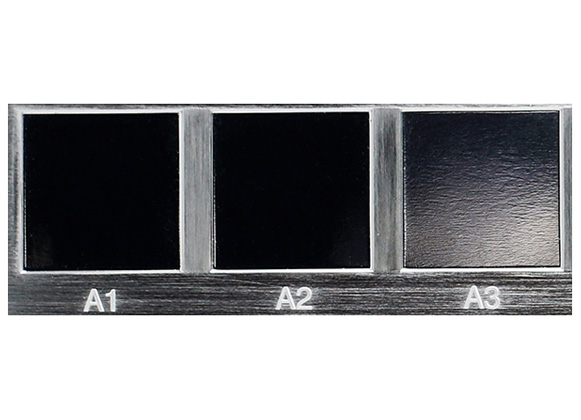
Shiny Finish
Source: www.starrapid.com
The shiny finish as the name suggests features a high gloss finish in hardened tool steel molds. These molds are buffed to a mirror luster with fine diamond powder that has been suspended in oil. Plastics that feature this finish are super smooth, shiny, and in most cases quite expensive. This finish is usually featured in the manufacture of plastic mirrors, visors, and other optical goods. The SPI grades associated with this finish range from A-1, A-2, to A-3.
Source: www.starrapid.com
Source: www.starrapid.com
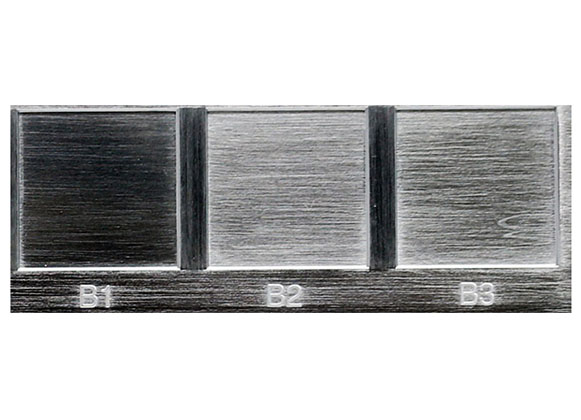
Semi-Gloss Finish
Source: www.starrapid.com
The semi-gloss finishes feature some sheen on hardened tool steel molds polished with ultra-fine grit sandpaper. The sandpaper is used to give the finish a smooth and glossy look that can be applied to different plastic products. The best part about this finish is that it doesn’t sow mold or machining marks after the process is done.
Matte to Dull
Source: www.starrapid.com
The matte to dull finish specifies matte-finished from steel molds that have been polished with fine stone powders. The shone powders are deposited on the surface giving the matte look a richer and more apparent appearance. This particular finish is mainly used on diecast or thermoset plastic industrial parts. It is designed to ensure that it does not show any machining marks that would affect the appearance of the product.
Source: www.starrapid.com
Source: www.midstatemold.com
Displaced Standards
Source: www.midstatemold.com
In the 1960s the society of plastics engineers offered surface finish grades of scale from 1 to 6. They were used to specify mold finishes ranging from high sheen diamond polish to rough blasted surfaces. To date, there are still companies who prefer working with these surface finishes and will offer them as a requirement. Although this finish option is not of the same standards as the rest, it is still acceptable and used in the manufacture of plastics.
Considerations When Choosing a Surface Finish
Source: www.xcentricmold.com
There are different factors that will affect the outcome of your surface finishes. It is important to keep these factors in mind to ensure that they work for you and not against you. They will greatly affect the kind of surface finish you use on your products. Some of them include:
Flow
When the molten substance is injected into the mold, it must be able to enter the cavity. Surface finishes may affect how the material flows, preventing it from filling and resulting in insufficient filling pressures or premature cooling. To prevent this, you can use simulation software to keep track of how the molding process is progressing. You’ll be able to see if the material you’re using is efficient, as well as if the flow is optimal. Highly precise simulation routines will be used to analyze the material’s flow into the mold cavity. These will aid in the early detection of issues like an inadequate filling, weld lines, and cooling performance, allowing you to have more confidence that the design is ready for programming.
Texture
Texture plays a very big role in the choice of finishes you will be using for your plastic products. Highly textured surfaces are preferred given the fact that they are able to hide any imperfections on the products. They adhere well to the surface finishes applied and are able to hide flow lines, brush marks, and shadow marks among others. Additionally, with the added texture, you find that the grip of the products is greatly improved and helps the paint go on better. With this in mind, you’ll be in a better position to find a surface finish that will complement it. Probably a matte to dull finish to avoid losing the texture of the product you are working with.
Mold Material
Depending on the mold you use, you’ll need to think about different surface finishes. This is due to the fact that the mold material has a significant impact on how your plastic mold turns out. For example, when working with a silicone mold, you must remember a few key factors. Silicon requires a mirror finish to work properly, as sometimes the finished piece cannot be touched. This is mainly because the residue and oil from handling the machines may cause issues. Considering the mold material in the mold-making process will give you a better chance at choosing the right finish to work with.
Types of Plastic Surface Finishes
Source: www.condaleplastics.com
There are a few types of plastic finishes to consider when working on your plastic products. They include:
Polishing
Polishing the surface is the first step and is referred to as category A which features diamond buffing. This is considered to be the highest standard grade by the SPI. In comparison to other finishing methods, it is designed to make the surface shiny and glossy. When it comes to this method of finishing, there are three stages to consider. These levels are used to represent the various levels of polish that can be anticipated. This includes A1, A2, and A3 in that order.
Sand Paper
The second category involves using sandpaper to achieve the perfect finish on your desired surface. This is referred to as category B, and it entails sanding the surface back and forth with sandpaper. When working with a B-grade finish, it is referred to as a semi-gloss finish. This approach is advantageous because it is less expensive to manufacture than the A grade. It also works well to conceal any blemishes or imperfections on the surface you’ll be working with.
Grit Stone
The gritstone and sandpaper work together to produce the same effects. The only difference is that when it comes to application, the gritstone is a little rougher and tougher. In comparison to the other methods, this results in a harder texture and a less smooth surface. The use of gritstone to build various finishes is classified as category C.
Blasting
According to the SPI specifications, blasting falls into the D category. It involves the use of sand or glass beads to achieve a well-designed surface. This involves abrasive blasting that results in rough surface finishes. With this process, you find that it is used to produce dull or flat finishes.
Conclusion
When it comes to injection molding you’ll find use of different surface finishes used to improve the aesthetic look of the products. To get a better understanding of what you need for your specific products consider working with a quality injection molding manufacturer who will help you out.
X
Start Your Injection Mold Project with a Free Quote
Start Your Injection Mold Project with a Free Quote