Sometimes a project does not require a high volume of injection molded plastic parts. This requirement of low volume molding for a project can be fulfilled by RYD. The range of quantities for low volume injection molding covers a broad range from 50 to 100,000 pieces. The reason it is necessary for low volume injection molding can be because of market testing or because of the functionality of the required parts.
Features and advantages of low volume injection molding
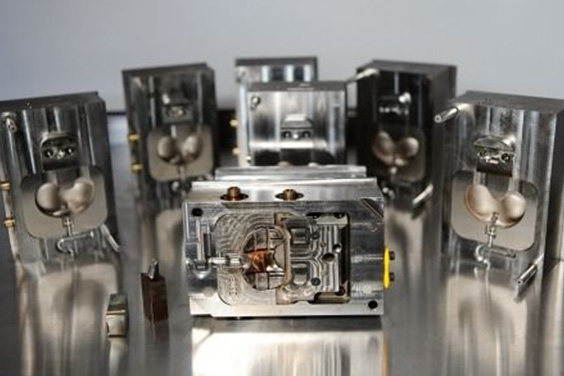
- RYD uses economical alternative steel for the core and cavity of the mold, like S50C or P20 soft tool steel. In some situations even high grade aluminum is considered.Figure 1: Low volume injection molding tools
- RYD uses different manufacturing techniques when low volume injection molding is required to save money. For production quantities of a few hundreds or thousands of plastic molded parts, it is required to save as much as possible cost with the development of the mold. The product’s structure and tooling structure is the first parts that are evaluated. For example, lifters will rather be used when there are under-cuts instead of slides and it is preferred to rather use a cold runner mold instead of a hot runner. If it is necessary to use a hot runner mold, a local Chinese brand is installed instead of the high-end brands. A family mold can be used to produce different parts at the same time.
Figure 2: Family moldThese are molds that create parts that are often used together like the two halves of a product. For parts that are similar but requires different material or colors a switching runner is used in the tool as a solution for this problem. The switching runner works as follows: Parts A and B requires different colors. A is produced first, thus the runner of part B is shut off stopping the melted resin to flow into the cavity of part B. After A has set the runner can be opened for the different color resin to flow to part B’s cavity. - Take master unit die as one of the options, and the interchangeable inserts as well.
What are RYD capable of with low volume injection molding?
RYD provides a manufacturing analysis for the product’s design and suggests how to make it feasible to develop a product for low volume injection molding. The choice of material of the product are also an important decision. If the customer does not have an idea of what resin material model or type to use for the product then RYD can provide material model options with the physical properties of the different options. The customer can just provide RYD with the product function and range of uses together with other specifications like UV proved or flame class requirement for example to enable RYD to make an appropriate suggestion.
RYD choose feasible and economical appropriate tool steel and structure according to the customer’s design or samples and the specified requirements. RYD also chooses a workable manufacturing process that will satisfy the customer’s needs. The choice of a suitable brand and press of injection machine can also be made by RYD.
RYD is able to provide the customer with prototypes which are made by either a 3D printer or CNC machining. This is done before building any injection tools to avoid possible tool modification at a later stage and higher cost.
RYD provides its customers with flexible communication and a flexible manufacturing and production schedule as well. We have 14 sets of injection machines that range from 80 tons to 1,000 tons and have two to three production shifts to fulfill the molding requirements of our customers.
There is also a warehouse with 800 square meters of space, with solid shelf storage to keep all the production molds safe. Regular tooling maintenance is done to ensure consistent and working future production.
What are RYD’s constraints with low volume injection molding?
RYD does not lower their quality standards and neglect regular inspections because of the low production volume of low volume injection molding. Quality control is done throughout the process, starting from the mold design through to the inspection of the samples, the molding and production of the parts and the packaging and shipping of the parts.
RYD does not delay any production or slow production down for low volume injection molding. Even in the busy production season at RYD delaying is not an option. RYD has long-term cooperated local partners that are able to assist with production.
RYD does not use recycled plastic material if the customer did not give any permission to do so. Recycled plastic resin brings uncertainty and instability into the production of parts with low volume injection molding. Plastic material that is not specified by the customer will never be used by RYD in the production process.
What RYD requires from their customer with a low volume injection molding project?
RYD requires the customer to be honest and efficient with their communication, this is very important. Before RYD can provide any sort of assistance and quotation to the customer, the customer is required to provide all the detailed data and files and the real plan for the project which helps RYD for understanding the project.
Other manufacturing techniques for low volume plastic parts
- 3D Printing: This techniques useful for prototype quantities and pre-assembled samples in the plastic industry. It is a rapid process (3 to 5 days), when the quantities are low like 1 to pieces, when compared to building an injection mold. The disadvantage of this technique is the lower precision and small range of material options.
- CNC machining: This technique is appropriate for plastic items which do not have a complex structure. CNC will shorten the lead time of producing samples or low volume products. It is not an appropriate technique for products with a complex structure though. At RYD, low volume plastic items can be CNC machined as well as injection molded. RYD is able to provide a quote for both processes, for the customer’s reference and option.
- RTV silicone molding or plastic casting: This is a manufacturing process that is not being used so regularly anymore nowadays. It is a useful process for plastic parts without complex structures and strict precision requirements. It is an adequate process for quantities of less than 50 pieces and has a lead time of 5 to 14 days.
Example of a low volume injection molding project
RYD has done a low volume injection molding project before. The project was done by RYD in 2016 for a customer that is based in California. A set of a production mold was made. This was a family mold for producing 500 to a 1000 sets of small products which is used in an aerospace application. There were three parts in different material and colors.
The yellow switch housing was made of PA66+30%GF, the white switch bracket was made of POM and the black rotary dial was made of PA66.
The customer’s need for low volume injection molded parts was fulfilled by RYD as follows:
- RYD quoted the tool according to the customer’s design drawings and specified requirements. Since it was a small production mold the mold would stay at RYD for the production. The materials of the parts were POM and PA66 with added fiber glass. The tool steel that was used for the cavity was 420H.
- The customer provided RYD with the physical parameter chart for the material. The plastic material required to be flame class V0. RYD requested for existing samples to be sent to them from the customer.
- The samples was received and compared to the design drawing and the differences was pointed out and communicated and confirmed with the customer.
- The customer then provided the final design drawings after some small modifications was made from the first one. RYD then adjusted the mold quotation according to the changes that were made.
- RYD provided the customer with the proper plastic brand and model for reference and confirmation that everything is in order.
- RYD then quoted the production of 500 sets and a 1000 sets for the customer.
- The quotation was confirmed by the customer and RYD started with the mold design and manufacturing of it. The mold was a family mold with runner gate switching.
- RYD then confirmed the type of metal screws which inserted into the yellow part. The quantities was for making samples and the first batch of production was purchased.
- The mold was completed for injecting samples. The samples was inspected and sent to the customer for confirmation. After the customer have confirmed the samples were correct, RYD went on to produce the 500 sets and shipped it to California.
This was a typical low volume injection molding project. The project required 3 different colors and materials. The mold was a family with a switching runner gate, which means the colors were mixed, the material was baked and the injection machine was cleaned three times when the samples were injected or the parts were produced. This project was executed by RYD at a competitive price and an efficient turnover time.