Source:https://www.pinterest.com/pin/694328467545754321/.
Tool steels are yet another category or type of metal available on the market.
Tool steels are easily distinguished from other steels by their nomenclature. This is the most frequent type of metal utilized in today’s engineering.
Alloy steels, including tool steels and stainless steels, are a subset of alloy steels. Both contain alloying compounds that give them the qualities they need for specific uses. And we’re going to discover what these characteristics are in terms of tool steel grade.
If you are looking to know about tool steel, well, this article will look at everything that you need to know about tool steel. Read on!
What Is Tool Steel?
Source:https://unsplash.com/photos/DZcZ4Kskq6U.
Tool steel is a carbon compound steel that is well-suited for the production of devices such as basic tools and machine dies. The important qualities of this substance are its toughness, susceptibility to wear, and ability to hold shape at elevated temperatures. Tool steel is commonly used in a heat-treated state, which increases its toughness.
Because of extra chemical qualities such as vanadium, certain grades have increased abrasion resistance. In addition, the manganese concentration of some grades is limited to reduce the risk of cracking during water quenching. Other classes provide alternatives to water for quenching the material, such as oil.
How are they Made?

Source:https://www.pinterest.com/pin/628533691727881264/.
Tool steels can be made in a variety of ways, but they all have one thing in common: heat treatment. To ensure excellent quality, tool steel manufacture must take place in facilities with a controlled state.
In terms of carbon content, tool steels typically contain between 0.5 and 1.5 percent carbon. To attain more particular qualities, other materials such as tungsten, vanadium, chromium, and molybdenum are added in various concentrations.
The following are some of the most commonly utilized processes in tool steel manufacturing:
- Electric arc furnace melting

Source:https://www.pinterest.com/pin/720013059177643124/.
Primary melting is another name for this process. It works by melting metal chips that are obtained via milling techniques and suppliers. EAF melting, in its most basic form, utilizes the byproducts of several metal production techniques.
Electric arc furnace melting is popular because of its low manufacturing costs. To attain the best quality and qualities, some additional treatment may be required.
There are two stages to the procedure:
- Melting the scrap fast in the furnace
- Improving the melted metal in a separate vessel, allowing large volumes of metal to be processed.
During the melting procedure, contaminating the melt must be avoided. That is why it is critical to maintaining controlled situations.
- Electroslag Refining

Source:https://www.pinterest.com/pin/720013059179095324/.
Electroslag remelting is another name for electroslag refining. The metal is gradually melted throughout the procedure. The ingots that arise have a good surface quality with no noticeable flaws.
Furthermore, the tool steel generated through this method has several outstanding features that are not visible to the naked eye:
- Improved hot workability
- Increased hygiene
- Ductility has enhanced.
- Fatigue resistance has improved.
Electroslag refining is a great choice for the most specialized uses, despite its high cost.
- Primary Breakdown
Source:https://www.pinterest.com/pin/513903007485244998/.
This tool steel production method necessitates the use of certain machinery. Open-die hydraulic forces and rotary forging machines, for example.
The diversity of cross-sections produced by the main dissolution process, on the other hand, more than compensates for the machine costs. Square, rectangular, hollow, and stepped profiles are all feasible. The maximum lengths vary between 6 and 12 meters.
Most notably, tool steel produced via primary breakdown is of higher quality, with few to no flaws and excellent straightness.
- Rolling

Source:https://www.pinterest.com/pin/763289836850718354/.
Rolling mills are now utilized in a row. More than 20 mills can be found in a single row. The steel is heated in an induction furnace to begin the procedure.
Walking-beam furnaces, for example, are another alternative for heating metal. The heating procedure is completed quickly to prevent decarburization or the loss of carbon.
The metal is then hot rolled to give it its basic shape. Each roll thins the sheets slightly until the desired thickness is reached.
Cold rolling may be the following step, based on the dimensional demands. This kind of rolling allows for extremely tight limitations in the finished product.
The procedure has been automated as a result of technological advancements in the steel industry. Steel sheets are formed into coils via rolling. One coil takes approximately 12 minutes to manufacture.
- Hot and Cold Drawing

Source:https://www.pinterest.com/pin/1082341722916707253/.
When making tool steel, drawing allows for tighter tolerances, smaller sizes, and specific profiles.
Cold drawing is a constraint to a single light pass due to tool steel’s high strength and decreased ductility. This helps to keep the material from cracking.
Multiple passes are possible with hot drawing at temps up to 540° C. This also improves the tool steel’s toughness.
- Indefinite Casting

Source: https://www.pinterest.com/pin/301881981283155097/.
This is a procedure that aids in the cost-cutting of tool steel production. Other treatments and techniques are employed after casting to improve the characteristics. Annealing, hammer forging, and rolling are some of the most typical procedures employed after casting.
Tool Steel Properties

Source:https://www.pinterest.com/pin/149815125092162975/.
The following are the key qualities of tool steels:
- Toughness
- Tolerance to wear
- Hardness
- Resilience to heat
Type of Tool Steel
- Water Hardening Tool Steel

Source:https://www.pinterest.com/pin/224687468897960358/.
These are the absolute cheapest tool steels since they are fundamentally ordinary carbon tool steels (carbon content ranges from 0.60 to 1.40 percent). The intrinsic toughness of these steels is poor. In water, sections with a thickness of less than 8 mm will be through-hardened.
The depth of hardening, i.e., the distance from the surface to 550 VPN, is about 4 mm for sections heavier than 20 mm, resulting in a smoother but comparatively tough fine pearlitic framework in the inner surface, which could be advantageous in tools that function under hard shots, such as upsetting dies for chilly bolts, or even coinage and remarkable punches.
- Shock Resistance Tool Steel

Source:https://www.pinterest.com/pin/101190322891714427/.
These tool steels are known for their exceptional toughness and ability to withstand repeated impacts. As a result, the amount of carbon of these steels is kept artificially low, ranging from 0.45 percent to 0.60 percent, yet they have considerable abrasion resistance. Silicon, chromium, and tungsten are the principal alloying elements used. Silicon strengthens ferrite, although its higher presence tends to expedite decarburization, demanding appropriate measures during heating.
Chromium improves resistance to abrasion by increasing hardenability and hardness. The red-hardness feature of tungsten is induced. Molybdenum, which is occasionally added, improves hardenability. These steels are therefore oil-hardening steels, albeit some steels need water-hardening to achieve complete hardness.
Tempering heat is determined by the intended mix of rigidity and hardness; for example, if toughness is the most important factor, higher tempering temps are employed; nevertheless, hardening at lower levels results in the perfect balance of tenacity and stiffness.
- Mold Steels

Source:https://www.pinterest.com/pin/71916925289137817/.
These devices are useful. Molds for plastics are made from steel. Steels must be able to endure high pressure as well as the abrasion effect of molding powders. As a result, the molds’ surfaces should be hard to tolerate abrasive activity.
To endure shock during the compression procedure, the molds’ cores should be strong. To transmit a better surface varnish to the molded items, the surface of the molds should have a high level of polish.
The toughness is 50-53 HRC after air cooling from flame hardening temps. Some considerations must be used when flame hardening the edges of the molds. It’s best to do a light warmup over the flame. Initially, a blue or green oxy-acetylene flame is favoured, which fades as the oxygen level increases.
The pace is 50 mm/minute, and the torch angle is regulated between 60 and 90 degrees. Tempering can be done at temperatures ranging from 160 to 200 degrees Celsius. As mold components, maraging steels have better qualities.
- Cold-work Tool Steel

Source:https://www.pinterest.com/pin/780530179169822367/.
This is the most significant class of tool steel since it contains the majority of tool uses and is hence manufactured in the largest volume. These steels are being used to make tools for cold work operations where the tool surface temps do not exceed 200°C, as the name implies, and so have a wide range of uses.
These steels come in a wide range of formulations to satisfy a wide range of requirements, but the principal alloying materials included are chromium, vanadium, chromium-tungsten, or chromium-vanadium, among others.
These steels have excellent wear and scraping resistance (due to their high hardness, which makes them hard to manufacture), as well as increased toughness and effect resistance. Because these steels show minimal change in proportions following heat treatment and stiffen to vast depths, they are sometimes referred to as non-distorting steels.
Cold-work tool steels are classified further into three categories:
- Oil-Hardening Steel
- Air-hardening Steel
- High Carbon High Chromium Steel
- Hot Work Tool Steel

Source:https://www.pinterest.com/pin/780530179167948770/.
These tool steels are primarily used for high-temperature metal forging processes, such as hot stamping, pricking, hot forging, hot drawing, hot extrusion, upsetting, swaging, die-casting dies for aluminium and copper alloys, hot pressing dies for copper alloys, and so on, where the operating temperature is between 200°C and 800°C.
Apart from the standard characteristics of high hot yield strength, high red hardness, abrasion resistance, resilience, excellent corrosion resistance, opposition to softening at various temps, and high thermal conductivity, these steels should be resistant to heat checks on the surface.
Distinctive dilations of the surface and the core result in alternate strains, which create cracks in a network pattern. Chill cracks form as well as a result of frequent temps fluctuations in surface areas.
- High Speed Steel

Source:https://www.pinterest.com/pin/739786676284778387/.
High-speed steels are tools with a lot of alloying. Steels were originally designed for high-speed metal cutting. 18/4/1 (W/Cr/V)-Grade T1 was the first high-speed steel, and it is still in usage today. Cobalt was eventually added to the steels to improve their hot abrasion resistance.
- Special Purpose Tool Steel

Source:https://www.pinterest.com/pin/821344050796684055/.
Special-purpose tool steels are steels that are designed for specialized utilization but are too costly for other purposes with specific needs that do not fit into the conventional categories.
They are divided into two:
- Low Alloy Type
- Carbon-Tungsten Type
Tool Steel Applications

Source:https://unsplash.com/photos/FPt10LXK0cg.
- Used in the forming, stamping, cutting, and shearing of plastic and metal.
- Computer parts are stamped from metal sheets.
- Used in splitting steel coils into strips
- Die for flattening powder metal into gear-like shapes.
Tool Steel Grades
W-Grades(Water hardening)

Source:https://www.pinterest.com/pin/695665473695928066/.
This is carbon steel with high carbon content. While it is normally less expensive, it cannot be used in situations where high temps are present. Although this steel has a high stiffness, it is fragile in comparison to other tool steels. Water quenching is required for all W-Grade tool steels, which might result in increased warping and fracturing.
A-Grades(Air Hardening)

Source:https://www.pinterest.com/pin/482729653816483921/.
Because of the enhanced chromium concentration, this is a very multifaceted, all-purpose tool steel with a low malformation factor after heat treatment. This tool steel provides good machinability and a good blend of hardness and abrasion resistance.
D-Grade(D-Type)

Source:https://www.pinterest.com/pin/1065242118087455274/
This is an air hardening tool steel with high carbon content. It was designed to have both abrasion resistance and the ability to harden in the air. Forging dies, die-casting die blocks, and drawing dies are all examples of common tool steel usage.
O-Grades(Oil Hardening)

Source:https://www.pinterest.com/pin/813955332660813602/.
This is an oil-hardening tool steel that can be used for a variety of applications. For a wide range of uses, it possesses excellent wear resistance and tenacity.
How to Make Metal Mold

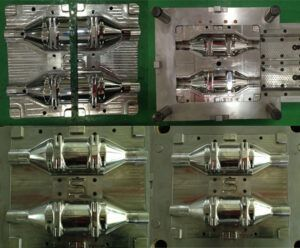
Source:https://www.pinterest.com/pin/861735709946859508/.
Mold steels are made by melting raw materials in an electric arc furnace (EAF). The starting material is low alloy scrap steel with the fewest possible impurities, which was carefully selected. The EAF devices can melt up to 50 tons of starting material in a single heat.
Following the first melting, the molten steel is transferred to a ladle or refining vessel, where it is changed to produce the desired chemistry. Extra processes, such as slag treatments and degassing procedures, are employed to remove undesirable components.
The molten steel is put into enormous molds after the refining stage and hardens into an ingot. It will take a few hours for these ingots to completely solidify. This prolonged duration will result in
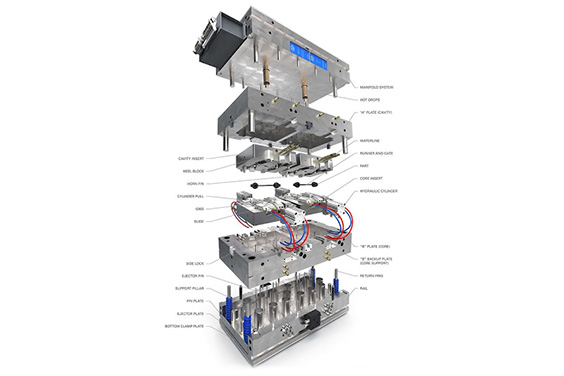
How to Select The Right Tool Steel for Mold Core and Cavity
- Abrasion Tolerance

Source:https://www.pinterest.com/pin/618682067566401018/.
Mold steel’s abrasion tolerance is one of the most fundamental and crucial properties. Stiffness is the most important factor in wear resistance. Generally, high die hardness combined with low loss indicates good abrasion tolerance. Consequently, the abrasion tolerance of mold steel is dependent on the carbide type, amount, and form.
2. Permanence

Source:https://www.pinterest.com/pin/1065242118116193104/.
When dealing with molds, there is a lot of pressure. It must withstand a significant impact load. To manage such demanding working circumstances, it must be extremely strong and resistant. Its hardness is determined by the amount of carbon in it as well as the texture.
3. High-Temps Characteristics

Source:https://unsplash.com/photos/RFAHj4tI37Y.
When the temperature goes up during working hours, the stiffness and strength of the mold will deteriorate, causing the mold to deform and become worthless. To ensure that the mold has high strength and hardness at the high temp of the working period, the die steel must have strong tolerance tempering stability.
Conclusion
Well, that sums up majorly the things you need to know about tool steel. At RYD, we ensure that we offer nothing but the best to our customers. For any queries concerning the same, contact us and we’ll be glad to help out. All the best!